Wie Drehgeber funktionieren
Haben Sie sich jemals gefragt, wie eine CNC-Maschine auf den Mikrometer genau weiß, wo das Werkzeug positioniert ist?? Es kommt alles darauf an Drehgeber. Als Spezialist für Bewegungssteuerung, Ich sehe diese Geräte als das Nervensystem der industriellen Automatisierung. Sie übersetzen physikalische mechanische Bewegungen in elektrische Signale, die Ihr Controller tatsächlich verstehen kann.
Im Mittelpunkt unseres Optische Encoder, Der Mechanismus beruht auf einem präzisen Zusammenspiel dreier Hauptkomponenten:
- Lichtquelle: Ein fokussierter LED-Strahl sorgt für einen konstanten Lichtstrom.
- Code-Disc: Dies ist das Herzstück des Sensors. Es ist eine rotierende Scheibe (oft Glas oder Metall) mit präzisen Linien oder Schlitzen geätzt. Während sich die Welle dreht, diese Scheibe dreht sich, Zerlegen des Lichtstrahls in intermittierende Impulse.
- Fotodetektor-Array: Sitzt auf der anderen Seite der Scheibe, Diese Sensoren erkennen die abwechselnden Hell-Dunkel-Muster.
Diese Interaktion erzeugt Rechteckwellen. In einem Standard-Setup, Der Detektor wandelt die Lichtimpulse in elektrische Signale um, normalerweise ausgegeben Quadraturausgabe (Phase A und Phase B). Durch Lesen dieser Ein-Aus-Impulse, Ihre SPS oder Ihr Antriebssystem kann die Geschwindigkeit sofort berechnen, Richtung, und relative Position. Ob es sich um einen Schwerlastwagen handelt Drehpositionssensor für einen Aufzug oder eine hochpräzise Einheit für die Robotik, Das Grundprinzip bleibt die zuverlässige Umwandlung der Rotation in digitale Daten.
Optisch vs. Magnetische Abtastung
Bei der Auswahl von a Drehgeber, Die Entscheidung hängt oft vom internen Sensormechanismus ab. Wir kategorisieren diese im Allgemeinen in zwei Haupttechnologien: optisch und magnetisch. Ihre Wahl hängt ganz vom Kompromiss zwischen extremer Präzision und Umweltbeständigkeit ab.
Optische Encoder sind der Standard für hochpräzise Bewegungssteuerung. Sie nutzen eine Lichtquelle, eine beschriftete Codescheibe, und einen Fotodetektor zur Signalerzeugung. Dieses Design ermöglicht eine unglaublich hohe Auflösung und Genauigkeit. Wenn Sie eine Präzision ausstatten Fanuc-Servomotor für eine CNC-Anwendung, Eine optische Einheit ist normalerweise die beste Lösung. Sie bieten eine hervorragende Störfestigkeit gegenüber magnetischen Feldern, Sie erfordern jedoch eine relativ saubere Umgebung, da Staub oder Öl den optischen Pfad behindern können.
Magnetische Encoder, auf der anderen Seite, sind für den harten Einsatz gebaut. Diese Sensoren nutzen Magnetfelder und Hall-Effekt-Technologie, um die Rotation zu verfolgen. Weil sie nicht auf Sichtlinienoptik angewiesen sind, Sie sind robust und schmutzunempfindlich, Fett, Feuchtigkeit, und starke Vibrationen. Während ein magnetischer Drehpositionssensor entspricht möglicherweise nicht immer der ultrahohen Auflösung einer optischen Version, Für schwere Beanspruchung ist es oft die zuverlässigere Wahl Industrielle Automatisierungskomponenten Betrieb unter rauen Bedingungen, schmutzige Bedingungen.
Schlüsselvergleich:
- Optisch: Am besten für hohe Auflösung, schnelle Reaktion, und Magnetfeldimmunität. Ideal für eine saubere Fertigung.
- Magnetisch: Am besten für Stoßfestigkeit, Haltbarkeit, und raue Umgebungen (Staub/Öl/Wasser). Ideal für schwere Maschinen.
Inkrementell vs. Absolutwertgeber
Bei der Auswahl des richtigen Sensors für Ihr Automatisierungssetup kommt es in der Regel auf die Entscheidung an Inkrementell vs. Absolutwertgeber Technologie. Wir begleiten unsere Kunden täglich bei dieser Entscheidung, denn die Wahl bestimmt, wie Ihre Maschine mit Positionierungsdaten und Stromunterbrechungen umgeht. Während beide Typen die Rotation verfolgen, Sie erfüllen grundlegend unterschiedliche Rollen in der industriellen Bewegungssteuerung.
Hier finden Sie eine Aufschlüsselung der Funktionsweise dieser unterschiedlichen Technologien:
- Inkrementelle Encoder: Dies sind die Industriestandards für die Geschwindigkeits- und Relativabstandsüberwachung. Sie geben beim Drehen der Welle eine Reihe von Impulsen ab, oft unter Verwendung von a Null-Referenzimpuls (Z-Phase) um eine Ausgangsposition zu markieren. Der Hauptkompromiss ist der Speicher; wenn der Strom ausfällt, Der Encoder “vergisst” seinen Standort, Es ist erforderlich, dass die Maschine beim Neustart eine Referenzfahrt durchführt.
- Absolute Encoder: Unverzichtbar für komplexe Anwendungen, Diese Geräte weisen eine eindeutige digitale Signatur zu – oft mit Grauer Code oder binär – auf jeden spezifischen Winkel der Welle. Dadurch behält der Sensor auch nach einem totalen Stromausfall seine exakte Position. Diese Fähigkeit ist entscheidend für eine hohe Präzision CNC-Feedbacksystem oder mehrachsiger Roboterarm, bei dem die erneute Referenzierung gefährlich oder zeitaufwändig ist.
Egal, ob Sie ein Single-Turn-Absolutmodell für ein Robotergelenk oder eine Standard-Inkrementaleinheit für ein Förderband benötigen, Wir bieten Lösungen, die sich nahtlos in die auf unserer Liste aufgeführten großen internationalen Hersteller integrieren lassen umfassende Markenauflistung.
Passende Spezifikationen zur Anwendung: PPR, Stromspannung, und Ausgabe
Wenn ich Kunden dabei helfe, das Richtige auszuwählen Drehgeber, Wir beginnen mit der Betrachtung der Auflösung, speziell die Impulse pro Umdrehung (PPR). Diese Zahl gibt an, wie viele Rechteckimpulse das Gerät in einer vollen 360-Grad-Drehung erzeugt. Es ist ein Balanceakt; während ein hoher PPR eine höhere Präzision für die CNC-Bearbeitung bietet, es erfordert einen Controller, der hochfrequente Eingänge verarbeiten kann. Zur einfachen Geschwindigkeitsüberwachung an einem Förderband, Eine Standardauflösung ist oft mehr als ausreichend und einfacher zu verwalten.
Nächste, Wir müssen die Spannung und die Ausgangslogik an Ihre spezifische Steuerungsumgebung anpassen. Dies falsch zu machen, ist der häufigste Grund für Installationsfehler.
- Spannungsanforderungen: Die meisten unserer Encoder laufen weiter DC 5V oder eine größere Auswahl an Gleichstrom 8–30 V. Sie müssen Ihr Empfangsgerät überprüfen. Wenn Sie einen 5-V-Encoder an eine industrielle 24-V-Quelle anschließen, wird das Gerät sofort beschädigt.
- TTL (Leitungstreiber): Dies ist die erste Wahl für Umgebungen mit hohem Lärmpegel oder lange Kabelwege. Es verwendet Differenzsignale (A, A-, B, B-) elektrische Störungen auszulöschen.
- HTL (Push-Pull): Wir empfehlen dies normalerweise für die Standard-Industrieautomatisierung, bei der der Encoder direkt an eine 24-V-Schnittstelle angeschlossen wird.
- Open Collector: Ideal, wenn Ihr Encoder und Ihre Steuerung auf unterschiedlichen Spannungspotentialen arbeiten.
Wenn Sie Feedback in ein komplexes Automatisierungssystem integrieren, wie zum Beispiel die Verkabelung von Eingängen mit einem Siemens S7-1200 SPS, Überprüfung des Ausgangstyps des Encoders (NPN oder PNP) Die Übereinstimmung mit dem Eingangsmodul der SPS ist entscheidend für eine zuverlässige Signalerkennung. Wir bieten Phasen A an, B, und Z (Nullreferenz) über diese Modelle hinweg, um die Kompatibilität mit praktisch jedem Zähler oder Laufwerk sicherzustellen.
Auswahl der elektrischen Schnittstelle
Auswahl der richtigen elektrischen Leistung für Sie Drehgeber ist ebenso wichtig wie die mechanische Ausstattung. Wenn das Ausgangssignal nicht den Eingangsanforderungen Ihres Controllers entspricht, Sie werden mit einem Signalverlust rechnen, verpasste Zählungen, oder mögliche Hardwareschäden. Wir bieten verschiedene Ausgangsschaltungstypen an, die zu spezifischen Automatisierungsumgebungen passen, Dabei wird vor allem zwischen Störfestigkeit und Spannungsflexibilität unterschieden.
Leitungstreiberausgang (TTL)
Für Anwendungen, die lange Kabelwege erfordern oder in Umgebungen mit elektrischem Rauschen betrieben werden, Die Leitungstreiberausgang ist der Industriestandard. Diese Schnittstelle verwendet ein Differenzsignal (Kanäle A, A-, B, B-, Z, Z-), wodurch Störungen effektiv unterdrückt werden.
- Am besten für: Servoantriebe und CNC-Systeme (wie Fanuc oder Mitsubishi).
- Stromspannung: Typischerweise 5 V DC.
- Nutzen: Hoher Frequenzgang und stabile Übertragung über große Entfernungen (oft überschreiten 100 Meter).
Open Collector-Schnittstelle (NPN/PNP)
Wenn Sie eine direkte Integration mit einer speicherprogrammierbaren Steuerung durchführen (SPS) oder ein Zählermodul, Die Open Collector-Schnittstelle ist oft der geforderte Standard. Diese Konfiguration funktioniert wie ein Schalter und erfordert normalerweise einen externen Pull-up-Widerstand. Es ist sehr kompatibel mit weiten Spannungsbereichen (Gleichstrom 5–30 V), Dadurch ist es vielseitig für verschiedene Schaltschränke geeignet.
- Am besten für: Allgemeine Automatisierung und SPS-Schnittstelle Verbindungen.
- Stromspannung: Große Auswahl (Üblich ist DC 8–30 V).
- Nutzen: Kostengünstig und einfach zu verdrahten für Standard-I/O-Module, wie die Siemens SIMATIC ET 200SP BaseUnit, Gewährleistung einer zuverlässigen Impulszählung ohne komplexe Signalkonditionierung.
Push-Pull (HTL)
Für eine Mittelweglösung, Unser Push-Pull-Ausgang bietet einen Ausgleich. Es bietet stabile Logikpegel (Hoch/Niedrig) basieren auf der Versorgungsspannung und können häufig Open-Collector-Typen in modernen Systemen ersetzen, in denen Stromquellen und -senken erforderlich sind. Überprüfen Sie immer das Eingabehandbuch Ihres Controllers, bevor Sie die Spezifikation fertigstellen.
Mechanischer Formfaktor: Solide vs. Auswahl der Hohlwelle
Die richtige physische Passform ist ebenso wichtig wie die Übereinstimmung mit den elektrischen Spezifikationen. Wenn Sie a auswählen Drehgeber für Ihr Setup, Die erste Entscheidung fällt meist auf den Schaftstil. Wir sehen zwei Hauptkonfigurationen im Feld, und die Wahl der falschen Lösung kann zu Installationsproblemen oder vorzeitigem Ausfall führen.
- Vollwellen-Encoder: Dies ist die traditionelle Wahl für die allgemeine Automatisierung. Sie benötigen eine separate flexible Kupplung zum Anschluss an die Motor- oder Maschinenwelle. Die Kupplung ist von entscheidender Bedeutung, da sie leichte Fluchtungsfehler auffängt und die Encoderlager vor mechanischer Belastung schützt. Wenn Sie mit starken Vibrationen zu tun haben, Eine Vollwelle mit einer robusten Montagehalterung ist oft die Lösung.
- Hohlwellen-Encoder: Auch als Durchgangsloch- oder Blindhohlwellen bekannt, Diese werden direkt auf der Motorwelle montiert. Sie sind enorm platzsparend, da Sie keine externe Kupplung oder zusätzliche Halterungen benötigen. Dieses Design ist Standard für Motorfeedback und enge Platzverhältnisse im Inneren CNC-Maschinenteile.
Wir führen eine große Auswahl an Außendurchmessern, von kompakten 38-mm-Geräten bis hin zu robusten 100-mm-Industriegrößen. Ganz gleich, ob Sie eine standardmäßige 6-mm-Welle oder eine maßgeschneiderte Bohrungsgröße für einen bestimmten Motor benötigen, Wir können das anpassen Industrielle Automatisierungskomponenten passend zu Ihrer Hardware. Überprüfen Sie vor der Bestellung immer den Wellendurchmesser und das Befestigungsschraubenmuster, um einen reibungslosen Austausch zu gewährleisten.
Manueller Impulsgenerator (MPG) für CNC-Steuerung
Wir behandeln häufig den manuellen Impulsgenerator (MPG) als einfaches Accessoire, aber es ist eigentlich ein Spezialgebiet Drehgeber speziell für menschliche Eingaben entwickelt. Im Gegensatz zu den an Motoren montierten Hochgeschwindigkeits-Encodern, Dieses Handrad ermöglicht dem Bediener präzise, Taktile Steuerung von CNC-Maschinenachsen. Wenn Sie den Drehknopf drehen, Du fühlst dich deutlich “klicken” oder Rastung; Dieses physikalische Feedback ist für die manuelle Positionierung von entscheidender Bedeutung, Dies ermöglicht es dem Maschinisten, Werkzeuge auf Null zu stellen oder Werkstücke mit einer Genauigkeit im Mikrometerbereich ohne Überschwingen einzurichten.
Damit ein MPG richtig funktioniert, Es muss den elektrischen Spezifikationen Ihres Steuerungssystems entsprechen. Wir bieten Geräte an, die mit den wichtigsten Industriestandards kompatibel sind, Gewährleistung einer nahtlosen Integration, unabhängig davon, ob Sie eine Verbindung zu einer Fanuc-Schnittstelle oder einem herstellen Siemens SPS-System.
Wichtige MPG-Spezifikationen:
- Auflösung: Typischerweise 100 PPR (Impulse pro Umdrehung) oder 25 PPR, auf das Getriebe des Reglers abgestimmt.
- Spannungsoptionen: Erhältlich in DC 5V, 12V, oder 24 V, um für verschiedene Eingangskarten geeignet zu sein.
- Ausgabetypen: Spannungs- oder differenzielle Leitungstreiberausgänge, um Signalverluste über Spiralkabel zu verhindern.
- Haltbarkeit: Gebaut, um Öl standzuhalten, Staub, und ständige Handhabung in rauen Werkstattumgebungen.
Installation und Fehlerbehebung
Holen Sie die beste Leistung aus einem heraus Drehgeber kommt es normalerweise auf zwei Dinge an: saubere Verkabelung und präzise mechanische Montage. Wir sehen es ständig: Perfekt funktionierende Sensoren werden für Probleme verantwortlich gemacht, die tatsächlich durch elektrisches Rauschen oder physikalische Fehlausrichtung verursacht werden. Wenn Sie Ihr Automatisierungssystem einrichten, Der sorgfältige Umgang mit dem Signalpfad ist von entscheidender Bedeutung.
Verkabelung und Lärmschutz
Elektrisches Rauschen (EMI) ist der Feind präzisen Feedbacks. Wenn Ihr Controller Impulse zählt, während sich der Motor nicht bewegt, Sie haben es wahrscheinlich zu tun “Geisterimpulse” durch Störungen verursacht. Um dies zu verhindern, immer nutzen abgeschirmte Twisted-Pair-Kabel. Die Abschirmung muss ordnungsgemäß geerdet sein – normalerweise auf der Empfängerseite (der Antriebs- oder SPS-Seite) und nicht am Encoderende – um Störungen effektiv abzuleiten.
Beim Anschluss Ihres Encoders an das Steuerungssystem, Stellen Sie sicher, dass Ihre Verkabelung dem spezifischen Farbcode für A entspricht, B, und Z-Phasen. Dieser Prozess erfordert die gleiche Liebe zum Detail wie ein Standard Installation der I/O-Karte um sicherzustellen, dass Signale ohne Sprünge oder Verzögerungen korrekt gelesen werden.
Mechanische Ausrichtung
Physische Belastung tötet Encoder schneller als alles andere. Egal, ob Sie ein Vollwellen- oder ein Hohlwellenmodell verwenden, Setzen Sie das Gerät niemals mit Gewalt ein.
- Vollwelle: Verwenden Sie immer a flexible Kupplung zwischen der Encoderwelle und der Motorwelle. Dies gleicht leichte Fluchtungsfehler aus und verhindert, dass die Belastung die Innenlager zerstört.
- Hohlwelle: Sorgen Sie für den Federteller (Haltegurt) ist spannungsfrei gesichert. Wenn die Welle wackelt, Dadurch wird die optische Scheibe oder der Magnetsensor im Inneren abgenutzt.
Allgemeine Tipps zur Fehlerbehebung
Wenn sich Ihr System nicht verhält, Gehen Sie diese kurze Checkliste durch, bevor Sie das Gerät austauschen:
- Driftende Position: Prüfen Sie, ob die Kupplung locker ist oder auf der Welle rutscht.
- Unregelmäßiges Zählen: Stellen Sie sicher, dass die Schirmerdung sicher ist und keine Erdschleife entsteht.
- Kein Signal: Stellen Sie sicher, dass die Versorgungsspannung mit der Encoder-Spezifikation übereinstimmt (z.B., Führen Sie keine 24 V in einen 5-V-TTL-Leitungstreiber ein).
Markenkompatibilität und Ersatz-Encoder

In der schnelllebigen Welt von Industrielle Automatisierungskomponenten, Maschinenstillstand ist der Feind. Wenn ein kritischer Sensor in Ihrer Produktionslinie ausfällt, Ich muss wochenlang auf einen Erstausrüster warten (OEM) Teil ist nicht nur unpraktisch – es beeinträchtigt die Rentabilität. Wir verstehen diese Dringlichkeit. Deshalb haben wir uns auf die Fertigung spezialisiert Drehgeber als direkt konzipiert, Drop-in-Ersatz für große internationale Systeme.
Wir konstruieren unsere Sensoren so, dass sie den präzisen elektrischen und mechanischen Spezifikationen der Branchenriesen entsprechen. Ob Sie ein benötigen Fanuc-kompatibel Einheit für eine Drehmaschine oder als Ersatz für einen Mitsubishi-Servomotor, Wir bieten Lösungen, mit denen Sie sofort wieder einsatzbereit sind. Sie erhalten die gleiche Auflösung, die gleichen Ausgangssignale, und die gleiche Haltbarkeit ohne den hohen Markenaufschlag oder längere Lieferzeiten.
Warum sollten Sie sich für unsere kompatiblen Ersatzteile entscheiden??
- Nahtlose Integration: Unsere Encoder sind auf die Wellengröße abgestimmt, Befestigungsschraubenmuster, und Verkabelung der Standard-Pinbelegung CNC-Maschinenteile.
- Reduzierte Ausfallzeiten: Wir führen gängige Konfigurationen, um Verzögerungen in der globalen Lieferkette zu umgehen.
- Systemunterstützung: Mehr als nur Encoder, Wir fungieren als zuverlässiger Lieferant von Siemens-Leistungsschaltern Damit Ihr gesamter Schaltschrank betriebsbereit bleibt.
Durch den Umstieg auf hochwertige kompatible Alternativen, Sie behalten die Präzision Ihrer CNC-Ausrüstung bei und behalten gleichzeitig die Kontrolle über Ihren Wartungsplan.
Häufig gestellte Fragen zu Drehgebern
Wir stoßen auf viele spezifische Fragen von Ingenieuren und Wartungsteams, die versuchen, ihre Leitungen am Laufen zu halten. Ob Sie es mit einem zu tun haben CNC-Feedbacksystem oder eine einfache Fördereinrichtung, Es kommt darauf an, die Details richtig zu machen. Hier finden Sie Antworten auf die häufigsten technischen Anfragen, die wir erhalten Drehgeber.
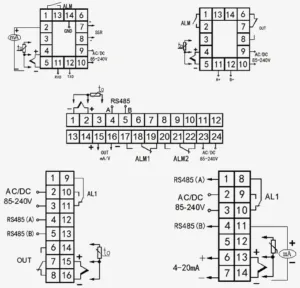
Wie lese ich den Schaltplan richtig??
Gehen Sie niemals davon aus, dass Farbcodes universell sind. Dabei halten wir uns an Industriestandards, die Farbkodierung für A, B, und Z-Phasen kann je nach Hersteller variieren. Beachten Sie immer das Etikett auf dem Encodergehäuse oder das mitgelieferte Datenblatt.
- Leistung (Vcc & 0V): Überprüfen Sie Ihre Spannung noch einmal. 24V an 5V anschließen Leitungstreiberausgang würde das Gerät sofort beschädigen.
- Signalleitungen: Stellen Sie sicher, dass Ihre Phase A und Phase B an die richtigen Hochgeschwindigkeitszählereingänge angeschlossen sind.
- Abschirmung: Das Erdungskabel muss speziell auf der Empfängerseite mit der Erde verbunden werden (SPS oder Antrieb) Lärm wirksam abzuleiten.
- Integration: Bei der Verkabelung eines Encoders in einen komplexen Schaltschrank, wie zum Beispiel eine Verbindung zu einem Fanuc I/O-Einheit, Stellen Sie sicher, dass das Eingangsmodul den Ausgangstyp des Encoders unterstützt (NPN, PNP, oder Differential).
Warum driftet oder wird mein Encodersignal angezeigt? “Geist” Impulse?
Das ist fast immer der Fall Signalstörungen oder EMI (Elektromagnetische Interferenz). In einer geschäftigen Werkstatt mit VFDs und schweren Motoren, Elektrisches Rauschen kann zu falschen Zählungen führen.
- Kabelführung: Verlegen Sie Encoderkabel niemals im selben Kabelkanal wie Hochspannungsleitungen.
- Kabeltyp: Wir empfehlen die Verwendung von abgeschirmten Twisted-Pair-Kabeln.
- Erdung: Durch unsachgemäße Erdung entstehen Erdschleifen. Stellen Sie sicher, dass der Maschinenrahmen und das Gebergehäuse ein gemeinsames Potenzial haben.
Wie wähle ich die richtige Auflösung? (PPR)?
Höher ist nicht immer besser. Das Richtige wählen Impulse pro Umdrehung (PPR) hängt von Ihrer geforderten Genauigkeit und der maximalen Geschwindigkeit der Anwendung ab.
- Berechnen Sie die Häufigkeit: Formel: $(U/min mal PPR) / 60 = Häufigkeit (Hz)$.
- Überprüfen Sie die Grenzwerte: Stellen Sie sicher, dass die resultierende Frequenz die maximale Antwortfrequenz Ihres Geräts nicht überschreitet SPS-Schnittstelle oder Gegenkarte.
- Anwendung: Zur präzisen Positionierung auf einer CNC, Ein hoher PPR ist erforderlich. Zur einfachen Geschwindigkeitsüberwachung, Eine niedrigere Auflösung ist oft stabiler und kostengünstiger.
Kann ich eine bestimmte Marke durch Ihren Encoder ersetzen??
Ja. Wir sind spezialisiert auf OEM/ODM Lösungen und können die mechanischen und elektrischen Spezifikationen großer internationaler Marken erfüllen. Wenn Sie einen defekten Encoder an einem ersetzen müssen Mitsubishi Servomotor oder ein Siemens-Motor, Wir können die Schaftgröße konfigurieren (massiv oder hohl), Flanschausführung, und Ausgabelogik (TTL/HTL) um einen direkten Ersatz zu bieten. Dies minimiert Ausfallzeiten ohne die Vorlaufzeiten, die oft mit namhaften OEM-Teilen verbunden sind.