Jak działają enkodery obrotowe
Czy zastanawiałeś się kiedyś, skąd maszyna CNC wie dokładnie, gdzie narzędzie jest ustawione z dokładnością do mikrona? Wszystko sprowadza się do Enkoder obrotowy. Jako producent specjalizujący się w sterowaniu ruchem, Postrzegam te urządzenia jako układ nerwowy automatyki przemysłowej. Przekładają fizyczny ruch mechaniczny na sygnały elektryczne, które sterownik może faktycznie zrozumieć.
U podstaw naszego Enkodery optyczne, mechanizm opiera się na precyzyjnym współdziałaniu trzech głównych elementów:
- Źródło światła: Skupiona wiązka LED zapewnia stały strumień światła.
- Płyta z kodem: To jest serce czujnika. Jest to obracający się dysk (często szkło lub metal) wytrawione precyzyjnymi liniami lub nacięciami. Gdy wał się obraca, ten dysk się kręci, siekając wiązkę światła na przerywane impulsy.
- Układ fotodetektorów: Siedząc po drugiej stronie dysku, czujniki te wykrywają naprzemienne jasne i ciemne wzory.
Ta interakcja generuje Fale kwadratowe. W standardowej konfiguracji, detektor przetwarza impulsy świetlne na sygnały elektryczne, zazwyczaj wyprowadza Wyjście kwadraturowe (Faza A i faza B). Odczytując te impulsy włączania i wyłączania, Twój sterownik PLC lub system napędowy może natychmiast obliczyć prędkość, kierunek, i względne położenie. Niezależnie od tego, czy jest to ciężki obowiązek Czujnik położenia obrotowego do windy lub jednostki o wysokiej precyzji do robotyki, podstawową zasadą pozostaje niezawodna konwersja rotacji na dane cyfrowe.
Optyczny vs. Wykrywanie magnetyczne
Wybierając A Enkoder obrotowy, decyzja często zależy od wewnętrznego mechanizmu wykrywania. Generalnie dzielimy je na dwie główne technologie: optyczne i magnetyczne. Twój wybór zależy całkowicie od kompromisu pomiędzy wyjątkową precyzją a odpornością na środowisko.
Enkodery optyczne stanowią standard w zakresie precyzyjnego sterowania ruchem. Wykorzystują źródło światła, oznaczoną płytę z kodami, oraz fotodetektor do generowania sygnałów. Taka konstrukcja zapewnia niewiarygodnie wysoką rozdzielczość i dokładność. Jeśli wyposażasz precyzyjnie Silnik serwo Fanuca do aplikacji CNC, zazwyczaj najlepiej pasuje jednostka optyczna. Zapewniają doskonałą odporność na zakłócenia powodowane przez pola magnetyczne, wymagają jednak stosunkowo czystego środowiska, ponieważ kurz lub olej mogą zakłócać ścieżkę optyczną.
Enkodery magnetyczne, z drugiej strony, są zbudowane do grindu. Czujniki te wykorzystują pola magnetyczne i technologię efektu Halla do śledzenia obrotu. Ponieważ nie polegają na optyce liniowej, są wytrzymałe i odporne na zabrudzenia, smar, wilgoć, i silne wibracje. Choć magnetyczny Czujnik położenia obrotowego może nie zawsze odpowiadać ultrawysokiej rozdzielczości wersji optycznej, często jest to bardziej niezawodny wybór w przypadku ciężkich zastosowań Komponenty automatyki przemysłowej działający w trudnych warunkach, brudne warunki.
Kluczowe porównanie:
- Optyczny: Najlepiej w wysokiej rozdzielczości, szybka reakcja, i odporność na pole magnetyczne. Idealny do czystej produkcji.
- Magnetyczny: Najlepsze pod względem odporności na wstrząsy, trwałość, i trudnych warunkach (kurz/olej/woda). Idealny do ciężkich maszyn.
Przyrostowy vs. Enkoder absolutny
Wybór odpowiedniego czujnika do konfiguracji automatyki zwykle sprowadza się do bitwy Przyrostowy vs. Enkoder absolutny technologia. Codziennie prowadzimy klientów przez tę decyzję, ponieważ wybór dyktuje sposób, w jaki maszyna radzi sobie z danymi dotyczącymi pozycjonowania i przerwami w zasilaniu. Oba typy śledzą rotację, pełnią zasadniczo różne role w przemysłowym sterowaniu ruchem.
Oto zestawienie działania tych odrębnych technologii:
- Enkodery przyrostowe: Stanowią one branżowy standard monitorowania prędkości i względnej odległości. Wysyłają strumień impulsów, gdy wał się obraca, często wykorzystując A Zerowy impuls odniesienia (Faza Z) aby oznaczyć pozycję wyjściową. Głównym kompromisem jest pamięć; jeśli zabraknie prądu, koder “zapomina” jego lokalizacja, wymaganie od maszyny wykonania sekwencji bazowania po ponownym uruchomieniu.
- Enkodery absolutne: Niezbędne w przypadku złożonych zastosowań, urządzenia te przypisują unikalny podpis cyfrowy – często używany Szary kod lub binarny - dla każdego określonego kąta wału. Dzięki temu czujnik może zachować swoje dokładne położenie nawet po całkowitej utracie zasilania. Ta zdolność ma kluczowe znaczenie dla wysokiej precyzji System sprzężenia zwrotnego CNC lub wieloosiowe ramię robota, w przypadku którego ponowne położenie w pozycji bazowej jest niebezpieczne lub czasochłonne.
Niezależnie od tego, czy potrzebujesz jednoobrotowego modelu absolutnego do złącza robotycznego, czy standardowej jednostki przyrostowej do przenośnika taśmowego, dostarczamy rozwiązania, które płynnie integrują się z głównymi międzynarodowymi producentami wymienionymi na naszej liście kompleksowy wykaz marek.
Dopasowanie specyfikacji do zastosowania: PPR, Woltaż, i Wyjście
Kiedy pomagam klientom wybrać właściwy Enkoder obrotowy, zaczynamy od sprawdzenia rozdzielczości, konkretnie Impulsy na obrót (PPR). Liczba ta określa, ile impulsów fali prostokątnej generuje urządzenie w jednym pełnym obrocie o 360 stopni. Jest to działanie równoważące; podczas gdy wysoki PPR zapewnia większą precyzję obróbki CNC, wymaga kontrolera zdolnego do obsługi wejść o wysokiej częstotliwości. Do prostego monitorowania prędkości na przenośniku taśmowym, standardowa rozdzielczość jest często więcej niż wystarczająca i łatwiejsza w zarządzaniu.
Następny, musimy dopasować napięcie i logikę wyjściową do konkretnego środowiska sterowania. Błędne wykonanie tego zadania jest najczęstszą przyczyną niepowodzenia instalacji.
- Wymagania dotyczące napięcia: Większość naszych koderów działa Napięcie stałe 5 V lub szerszy zakres Napięcie stałe 8-30 V. Musisz sprawdzić swoje urządzenie odbiorcze – podłączenie enkodera 5 V do źródła przemysłowego 24 V spowoduje natychmiastowe uszkodzenie urządzenia.
- TTL (Kierowca linii): Jest to rozwiązanie idealne w środowiskach o wysokim poziomie hałasu lub przy długich kablach. Wykorzystuje sygnały różnicowe (A, A-, B, B-) aby wyeliminować zakłócenia elektryczne.
- HTL (Push-Pull): Zwykle zalecamy to w przypadku standardowej automatyki przemysłowej, gdzie enkoder łączy się bezpośrednio z interfejsem 24 V.
- Otwórz Kolekcjoner: Idealny, jeśli koder i sterownik działają przy różnych potencjałach napięcia.
Jeśli integrujesz informację zwrotną ze złożonym systemem automatyki, takie jak okablowanie wejść do a Sterownik Siemensa S7-1200, sprawdzenie, czy typ wyjścia enkodera (NPN lub PNP) zgodne z modułem wejściowym sterownika PLC ma kluczowe znaczenie dla niezawodnego wykrywania sygnału. Oferujemy fazy A, B, i Z (zerowe odniesienie) w przypadku tych modeli, aby zapewnić kompatybilność z praktycznie każdym licznikiem lub napędem.
Wybór interfejsu elektrycznego
Wybór właściwej mocy wyjściowej dla Twojego Enkoder obrotowy jest tak samo ważny jak montaż mechaniczny. Jeśli sygnał wyjściowy nie odpowiada wymaganiom wejściowym kontrolera, grozi Ci utrata sygnału, pominięte obliczenia, lub potencjalne uszkodzenie sprzętu. Oferujemy kilka typów obwodów wyjściowych dostosowanych do konkretnych środowisk automatyki, przede wszystkim rozróżniając odporność na wysokie zakłócenia i elastyczność napięciową.
Wyjście sterownika liniowego (TTL)
Do zastosowań wymagających długich przewodów lub pracy w środowiskach z zakłóceniami elektrycznymi, the Wyjście sterownika liniowego jest standardem branżowym. Interfejs ten wykorzystuje sygnał różnicowy (kanały A, A-, B, B-, Z, Z-), co skutecznie eliminuje zakłócenia.
- Najlepsze dla: Serwonapędy i systemy CNC (jak Fanuc czy Mitsubishi).
- Woltaż: Zwykle 5 V prądu stałego.
- Korzyść: Wysoka charakterystyka częstotliwościowa i stabilna transmisja na duże odległości (często przekracza 100 metrów).
Otwarty interfejs kolektora (NPN/PNP)
Jeśli integrujesz się bezpośrednio z programowalnym sterownikiem logicznym (PLC) lub moduł licznika, the Otwarty interfejs kolektora jest często wymaganym standardem. Ta konfiguracja działa jak przełącznik i zwykle wymaga zewnętrznego rezystora podciągającego. Jest wysoce kompatybilny z szerokim zakresem napięć (Napięcie stałe 5-30 V), dzięki czemu jest uniwersalny dla różnych szaf sterowniczych.
- Najlepsze dla: Ogólna automatyzacja i Interfejs PLC znajomości.
- Woltaż: Szeroki zakres (Powszechne jest napięcie DC 8–30 V).
- Korzyść: Ekonomiczne i proste w okablowaniu standardowe moduły we/wy, takie jak Jednostka bazowa Siemens SIMATIC ET 200SP, zapewniając niezawodne zliczanie impulsów bez skomplikowanego kondycjonowania sygnału.
Push-Pull (HTL)
Rozwiązanie pośrednie, nasze wyjście Push-Pull zapewnia równowagę. Zapewnia stabilne poziomy logiczne (Wysoki/Niski) oparte na napięciu zasilania i często mogą zastąpić typy Open Collector w nowoczesnych systemach, w których potrzebny jest prąd pobierający i pobierający. Zawsze sprawdzaj instrukcję wprowadzania danych kontrolera przed sfinalizowaniem specyfikacji.
Mechaniczny współczynnik kształtu: Solidne vs. Wybór wału drążonego
Właściwe dopasowanie fizyczne jest tak samo ważne, jak dopasowanie specyfikacji elektrycznych. Kiedy wybierasz Enkoder obrotowy dla Twojej konfiguracji, pierwsza decyzja zwykle dotyczy stylu wału. W terenie widzimy dwie główne konfiguracje, a wybranie niewłaściwego może prowadzić do problemów z instalacją lub przedwczesnej awarii.
- Enkodery z wałem pełnym: Są to tradycyjne rozwiązania stosowane w automatyce ogólnej. Wymagają oddzielnego sprzęgła elastycznego do połączenia z wałem silnika lub maszyny. Sprzęgło jest istotne, ponieważ pochłania niewielkie niewspółosiowości i chroni łożyska enkodera przed naprężeniami mechanicznymi. Jeśli masz do czynienia z silnymi wibracjami, często najlepszym rozwiązaniem jest wał pełny z solidnym wspornikiem montażowym.
- Enkodery z wałem drążonym: Znane również jako wały drążone z otworami przelotowymi lub ślepymi, montuje się je bezpośrednio na wale silnika. Pozwalają zaoszczędzić dużo miejsca, ponieważ nie wymagają zewnętrznego sprzęgu ani dodatkowego wspornika. Ta konstrukcja jest standardem w przypadku sprzężenia zwrotnego silnika i małych przestrzeni wewnątrz Części maszyn CNC.
W magazynie posiadamy szeroką gamę średnic zewnętrznych, od kompaktowych jednostek 38 mm po wytrzymałe rozmiary przemysłowe 100 mm. Niezależnie od tego, czy potrzebujesz standardowego wału 6 mm, czy niestandardowego rozmiaru otworu dla konkretnego silnika, możemy dostosować Komponenty automatyki przemysłowej aby pasował do Twojego sprzętu. Przed złożeniem zamówienia zawsze dokładnie sprawdź średnicę wału i wzór śrub mocujących, aby mieć pewność, że wymiana nastąpi natychmiast.
Ręczny generator impulsów (MPG) do sterowania CNC
Często traktujemy ręczny generator impulsów (MPG) jako prosty dodatek, ale tak naprawdę jest to specjalizacja enkoder obrotowy zaprojektowane specjalnie z myślą o udziale człowieka. W przeciwieństwie do szybkich enkoderów montowanych na silnikach, to pokrętło zapewnia operatorom precyzję, dotykowa kontrola nad osiami maszyny CNC. Kiedy przekręcisz pokrętło, czujesz się odrębny “trzask” lub zatrzymanie; to fizyczne sprzężenie zwrotne ma kluczowe znaczenie dla ręcznego pozycjonowania, umożliwiając operatorom zerowanie narzędzi lub ustawianie przedmiotów z dokładnością na poziomie mikrona bez przeregulowania.
Aby MPG działało prawidłowo, musi odpowiadać specyfikacjom elektrycznym systemu sterowania. W naszej ofercie znajdują się urządzenia zgodne z najważniejszymi normami przemysłowymi, zapewniając bezproblemową integrację niezależnie od tego, czy łączysz się z interfejsem Fanuc, czy z System PLC Siemensa.
Kluczowe dane techniczne MPG:
- Rezolucja: Typowo 100 PPR (Impulsy na obrót) Lub 25 PPR, dopasowane do przekładni sterownika.
- Opcje napięcia: Dostępne w wersji DC 5V, 12V, lub 24 V, aby dopasować je do różnych kart wejściowych.
- Typy wyjściowe: Wyjścia sterownika linii napięciowej lub różnicowej zapobiegające utracie sygnału w kablach zwiniętych.
- Trwałość: Zbudowany tak, aby wytrzymać olej, pył, i stałą obsługę w trudnych warunkach warsztatowych.
Instalacja i rozwiązywanie problemów
Uzyskanie najlepszej wydajności z Enkoder obrotowy zwykle sprowadza się do dwóch rzeczy: czyste okablowanie i precyzyjny montaż mechaniczny. Widzimy to cały czas — doskonale dobre czujniki są obwiniane za problemy, które w rzeczywistości są spowodowane szumem elektrycznym lub fizycznym niewspółosiowością. Podczas konfigurowania systemu automatyki, Ostrożne traktowanie ścieżki sygnału ma kluczowe znaczenie.
Ochrona okablowania i hałasu
Hałas elektryczny (EMI) jest wrogiem dokładnej informacji zwrotnej. Jeśli sterownik zlicza impulsy, gdy silnik się nie porusza, prawdopodobnie masz do czynienia “pulsy duchów” spowodowane zakłóceniami. Aby temu zapobiec, zawsze używaj ekranowane skrętki dwużyłowe. Ekran musi być odpowiednio uziemiony — zazwyczaj po stronie odbiornika (po stronie napędu lub PLC) a nie po stronie enkodera – aby skutecznie odprowadzać zakłócenia.
Podczas podłączania enkodera do systemu sterowania, upewnij się, że okablowanie jest zgodne z określonym kodem koloru dla A, B, i fazy Z. Proces ten wymaga takiej samej dbałości o szczegóły jak standard Instalacja karty we/wy aby zapewnić prawidłowe odczytanie sygnałów, bez odbić i opóźnień.
Wyrównanie mechaniczne
Stres fizyczny zabija koderów szybciej niż cokolwiek innego. Niezależnie od tego, czy używasz modelu z wałem pełnym, czy z wałem drążonym, nigdy nie wciskaj urządzenia na siłę.
- Solidny wał: Zawsze używaj A sprzęgło elastyczne pomiędzy wałem enkodera a wałem silnika. Absorbuje to niewielkie niewspółosiowości i zapobiega zniszczeniu łożysk wewnętrznych przez obciążenie.
- Wał pusty: Zapewnij płytkę sprężynową (pęta) jest zabezpieczony bez naprężeń. Jeśli wał się kręci, spowoduje to zużycie dysku optycznego lub czujnika magnetycznego znajdującego się wewnątrz.
Typowe wskazówki dotyczące rozwiązywania problemów
Jeśli Twój system nie działa, przed wymianą urządzenia przejrzyj tę krótką listę kontrolną:
- Pozycja dryfująca: Sprawdź, czy sprzęgło nie jest luźne lub ślizga się na wale.
- Błędne liczenie: Sprawdź, czy uziemienie ekranu jest pewne i nie tworzy pętli uziemienia.
- Brak sygnału: Upewnij się, że napięcie zasilania jest zgodne ze specyfikacją enkodera (np., nie należy podawać napięcia 24 V do sterownika liniowego 5 V TTL).
Zgodność marki i kodery zamienne

W dynamicznym świecie Komponenty automatyki przemysłowej, przestój maszyny jest wrogiem. Kiedy krytyczny czujnik na linii produkcyjnej ulegnie awarii, tygodnie oczekiwania na producenta oryginalnego sprzętu (OEM) część jest nie tylko niewygodna — zabija rentowność. Rozumiemy tę pilność. Dlatego specjalizujemy się w produkcji Enkodery obrotowe zaprojektowany jako bezpośredni, zamienniki typu drop-in dla głównych systemów międzynarodowych.
Projektujemy nasze czujniki tak, aby odpowiadały precyzyjnym specyfikacjom elektrycznym i mechanicznym gigantów branżowych. Niezależnie od tego, czy potrzebujesz Kompatybilny z Fanucem agregat do tokarki lub zamiennik serwomotoru Mitsubishi, dostarczamy rozwiązania, które umożliwiają natychmiastowe przywrócenie działania. Otrzymujesz tę samą rozdzielczość, te same sygnały wyjściowe, i taką samą trwałość bez ciężkich markowych narzutów i wydłużonych terminów realizacji.
Dlaczego warto wybrać nasze kompatybilne zamienniki?
- Bezproblemowa integracja: Nasze enkodery są dopasowane do rozmiaru wału, wzór śrub montażowych, i standardowe piny okablowania Części maszyn CNC.
- Krótszy czas przestojów: W magazynie posiadamy typowe konfiguracje, które pozwalają ominąć opóźnienia w globalnym łańcuchu dostaw.
- Wsparcie systemu: Nie tylko kodery, funkcjonujemy jako niezawodny dostawca wyłączników firmy Siemens aby mieć pewność, że cała szafa sterownicza będzie działać.
Przełączając się na kompatybilne alternatywy wysokiej jakości, utrzymujesz precyzję swojego sprzętu CNC, jednocześnie przejmując kontrolę nad harmonogramem konserwacji.
Często zadawane pytania dotyczące enkodera obrotowego
Spotykamy się z wieloma konkretnymi pytaniami ze strony inżynierów i ekip konserwacyjnych, które starają się utrzymać działanie swoich linii. Niezależnie od tego, czy masz do czynienia z System sprzężenia zwrotnego CNC lub prostą konfigurację przenośnika, prawidłowe podanie szczegółów ma znaczenie. Oto odpowiedzi na najczęstsze zapytania techniczne, jakie otrzymujemy Enkodery obrotowe.
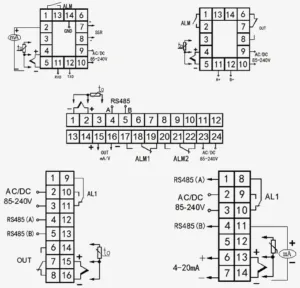
Jak poprawnie odczytać schemat połączeń?
Nigdy nie zakładaj, że kody kolorów są uniwersalne. Trzymamy się standardów przemysłowych, kod kolorów A, B, i fazy Z mogą się różnić w zależności od producenta. Zawsze należy zapoznać się z etykietą na korpusie enkodera lub w dostarczonym arkuszu danych.
- Moc (Vcc & 0V): Sprawdź dokładnie napięcie. Podłączenie 24V do 5V Wyjście sterownika liniowego natychmiast uszkodzi urządzenie.
- Przewody sygnałowe: Upewnij się, że faza A i faza B są podłączone do właściwych wejść szybkiego licznika.
- Zastawianie: Przewód spustowy musi być podłączony do uziemienia, szczególnie po stronie odbiornika (PLC lub napęd) aby skutecznie odprowadzać hałas.
- Integracja: Podczas podłączania enkodera do złożonej szafy sterowniczej, takie jak połączenie z Jednostka we/wy Fanuca, sprawdź, czy moduł wejściowy obsługuje typ wyjścia enkodera (NPN, PNP, lub różnicowy).
Dlaczego sygnał mojego kodera dryfuje lub jest wyświetlany “duch” pulsy?
To prawie zawsze zakłócenia sygnału lub EMI (Zakłócenia elektromagnetyczne). W ruchliwym hali produkcyjnej z VFD i ciężkimi silnikami, szum elektryczny może powodować fałszywe zliczenia.
- Prowadzenie kabli: Nigdy nie należy prowadzić kabli enkodera w tym samym kanale co linie wysokiego napięcia.
- Typ kabla: Zalecamy stosowanie ekranowanych skrętek dwużyłowych.
- Grunt: Niewłaściwe uziemienie powoduje powstawanie pętli uziemienia. Upewnij się, że rama maszyny i korpus enkodera mają wspólny potencjał.
Jak wybrać odpowiednią rozdzielczość (PPR)?
Wyżej nie zawsze znaczy lepiej. Wybór słuszności Impulsy na obrót (PPR) zależy od wymaganej dokładności i maksymalnej szybkości aplikacji.
- Oblicz częstotliwość: Formuła: $(Obroty razy PPR) / 60 = Częstotliwość (Hz)$.
- Sprawdź limity: Upewnij się, że uzyskana częstotliwość nie przekracza maksymalnej częstotliwości odpowiedzi Interfejs PLC lub karta licznika.
- Aplikacja: Do precyzyjnego pozycjonowania na CNC, wysoki PPR jest konieczny. Do prostego monitorowania prędkości, niższa rozdzielczość jest często bardziej stabilna i opłacalna.
Czy mogę zastąpić konkretną markę koderem??
Tak. Specjalizujemy się w OEM/ODM rozwiązań i mogą odpowiadać specyfikacjom mechanicznym i elektrycznym głównych międzynarodowych marek. Jeśli chcesz wymienić uszkodzony enkoder w a Mitsubishi serwomotor lub silnik Siemens, możemy skonfigurować rozmiar wału (stałe lub puste), styl kołnierza, i logika wyjściowa (TTL/HTL) aby zapewnić bezpośrednią wymianę typu drop-in. Minimalizuje to przestoje bez czasów realizacji często kojarzonych z częściami OEM znanych marek.